CALL 702-848-3990
0
Shopping Cart
Products
Dust Collector Filters & Cages
Baghouse Filters
PTFE Filters & Membrane
Pleated Filters
Cartridge Filters
Dust Collector Filter Cages
Filter Hardware
Pleated Dust Collector Filter Conversion: Cost-Benefit Analysis
Industrial Dust Collection Systems
Cartridge Collectors
Baghouse Collectors
Cyclone Collectors
Bin Vents
Oil Mist Collectors
What Kind Of Dust Collector Is Right For Me?
Combustible Dust Accessories
Fire Suppression
Explosion Vents
Baghouse Spark Arrestors
Baghouse Accessories
Solenoid Valves
Pressure Gauges
Air Locks
Pulse Valves
Tensioning Tools
Door Gasket Seals
Sonic Horns
Leak Testing Products
Precoat Powder
Dust Collector Control Boards
HEPA Filter
Conveying Systems
IoT Tools
Sensors & Monitoring
Schedule a Free DustIQ Readiness Assessment
Services
System Design Calculators
Air-to-Cloth Ratio Calculator
Interstitial Velocity Calculator
Can Velocity Calculator
Total Filter Cloth Area Calculator
Leak Testing Powder Calculator
Precoating Powder Calculator
Air Velocity Calculator
Duct Size Calculator
Our Training Programs
In-Person Maintenance Training & Inspection
Online Training
Log In
Enroll
Virtual Training
Combined Training
How To Enroll
Watch Our Webinars
Filter Replacement
Dust Collection System Audits
Southern California – Dust Collection System Audits
Houston, Texas – Dust Collection System Site Visits
Las Vegas, Nevada – Dust Collection System Site Visits
Dustvent Parts and Service
Dust Hazard Analysis (DHA)
Contact Us
System Quote
Service Quote
Filter Quote
Accessories & Hardware Quote
About Us
The Baghouse.com Advantage
Spend Less On Baghouse Operation
Industries Served
Metalworking and Foundries
Woodworking
Mining and Quarrying
Food Processing
Agriculture
Chemical and Pharmaceutical Manufacturing
Cement and Construction Materials
Energy Production
Automotive and Aerospace Manufacturing
Plastics and Rubber Processing
FAQs
Dust Collection Blog
Case Studies
Case Study – Turning Challenges into Solutions at a Wood Shop
Case Study – Innovative Solutions for Cosmetics Manufacturing
Case Study — Expansion at Sunshine Minting
Case Study — Turning Challenges into Solutions at a Woodshop
Case Study — Dust Collection Optimization in Asphalt Production
Case Study — Dust Collection Optimization in Gypsum Manufacturing
Case Study — Dust Collection Enhancement in Chemical Manufacturing at Teknor Apex
Case Study — Dust Collection System Upgrade for Gibson Guitars
Case Study — Combustible Dust Safety in Aerospace Manufacturing
Case Study — Operational Improvements at Blue Diamond Growers
Case Study — Dust Collection in the Mining Industry
Dust Collection 101
Baghouse Accessories
Baghouse Design
Dust Collector Maintenance
Dust Collector Troubleshooting
Industrial Health and Safety Regulations
Purchasing Supplies Tips
Dust Collection News
Log In
EN
ES
Search
Menu
Menu
Facebook
LinkedIn
Youtube
X
Mail
Dust Collection Blog
Latest Articles
Categories
Dust Collection 101
Baghouse Accessories
Baghouse Design
Dust Collector Maintenance
Dust Collector Troubleshooting
Industrial Health and Safety Regulations
Purchasing Supplies Tips
Dust Collection News
Frequently Asked Questions
Dust Collection 101
Baghouse Accessories
Baghouse Design
Dust Collector Maintenance
Dust Collector Troubleshooting
Industrial Health and Safety Regulations
Purchasing Supplies Tips
Dust Collection News
Frequently Asked Questions
Detecting Internal Leaks Using Fluorescent Powder and Ultraviolet Light
Dust Collector Maintenance, Operation & Optimization
,
Dust Collector Troubleshooting
Questions & Answers About IoT Sensors and Remote Monitoring
Baghouse FAQs
,
Dust Collector Maintenance, Operation & Optimization
,
Pollution/Emission Regulation
What Is the Difference Between Leak Testing and Broken Filter Detectors?
Dust Collector Maintenance, Operation & Optimization
,
Dust Collector Troubleshooting
,
Pollution/Emission Regulation
Exotic Bag Materials for Demanding Dust Collection Applications: PPS, P84, Ceramic, and More
Baghouse Design
,
Dust Collection 101
,
Dust Collector Maintenance, Operation & Optimization
From Manual DP Checks to Continuous Monitoring – A Practical Guide
Dust Collector Maintenance, Operation & Optimization
,
Pollution/Emission Regulation
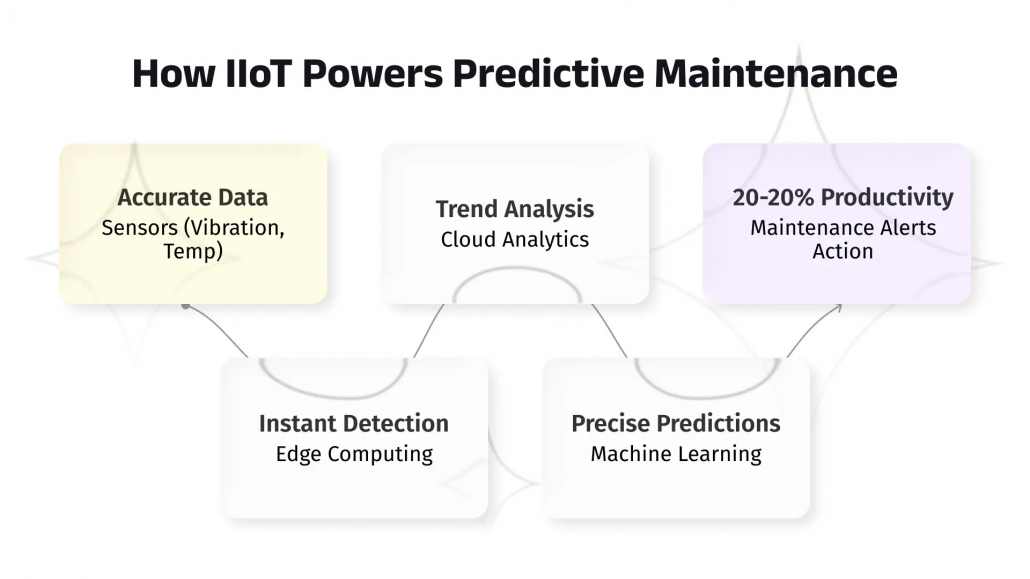
Frequently Asked Questions About Predictive Maintenance & Emissions Compliance for Baghouses
Baghouse Design
,
Dust Collector Maintenance, Operation & Optimization
,
Pollution/Emission Regulation
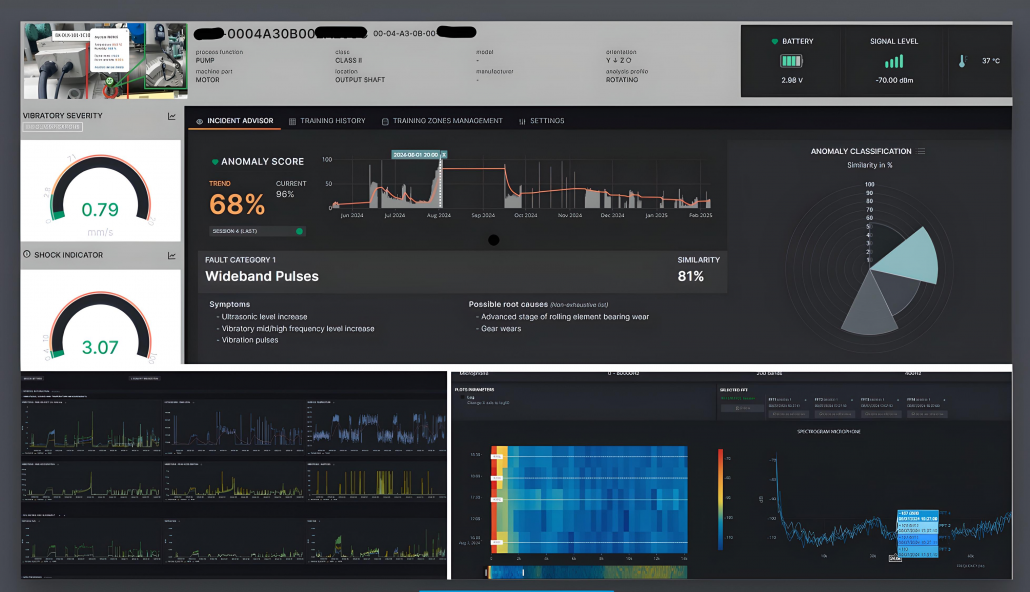
How IoT Cuts Downtime by Predicting Failures Before They Happen
Baghouse Accessories
,
Dust Collector Maintenance, Operation & Optimization
Using Vibration and Motor Data to Prevent Dust Collector Fan Failures
Baghouse Design
,
Dust Collector Maintenance, Operation & Optimization
Cement Plant Baghouses: Answers to the Most Common Questions
Baghouse FAQs
,
Dust Collector Maintenance, Operation & Optimization
Controlling Secondary Dust Sources to Increase Dust Collection System Efficiency
Baghouse Design
,
Dust Collection 101
,
Dust Collector Maintenance, Operation & Optimization
Page
1
Page
2
Page
3
Get a quote today!
CONTACT US
Scroll to top