Case Study — Designing a Large-Scale Dust Collection System for Wonderful Foods
Wonderful Pistachios and Almonds is known as the “world’s largest grower and processor of almonds and pistachios.” …And we can centainly confirm this! The Lost Hills facility is the company’s primary processing site, housing the firm’s largest pistachio and almonds processing facility.
Their Wonderful Pistachios brand is widely distributed across the U.S. and commonly found in grocery stores, airports, and retail outlets nationwide. To support continued growth, the company invested in a new pistachio processing facility in Lost Hills, California.
 As with many large-scale food processing operations, the expansion introduced significant dust control challenges. Matt Coughlin, Owner of Baghouse says: “Pistachio processing generates large volumes of fine organic dust that can quickly become an indoor air quality issue and a combustible dust hazard if not properly managed.”
As with many large-scale food processing operations, the expansion introduced significant dust control challenges. Matt Coughlin, Owner of Baghouse says: “Pistachio processing generates large volumes of fine organic dust that can quickly become an indoor air quality issue and a combustible dust hazard if not properly managed.”
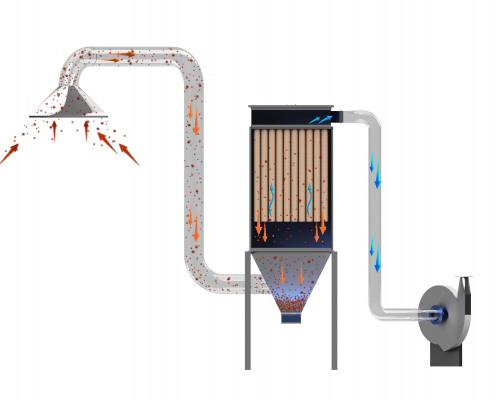
Wonderful Foods engaged Baghouse.com early in the project to design a dust collection system that could scale with production while meeting safety, operational, and maintenance requirements.

 Once commissioned, the dust collection system performed as intended. Airborne dust levels were effectively controlled throughout the facility and the system was able to operate continuously without requiring excessive manual intervention or aggressive cleaning cycles. Maintenance demands were reduced, and the system became a stable, reliable part of the production process.
Once commissioned, the dust collection system performed as intended. Airborne dust levels were effectively controlled throughout the facility and the system was able to operate continuously without requiring excessive manual intervention or aggressive cleaning cycles. Maintenance demands were reduced, and the system became a stable, reliable part of the production process.
Dominick Dal Santo, Baghouse expert involved in this project said: “This project was a great example of why dust collection and safety really need to be treated as one complete system…especially in food processing, where combustible dust risks are quite common. By bringing us in early in the project, Wonderful Foods ended up with a dust collection system that not only supports their expansion, but is built to perform reliably and safely for the long haul.”




 Leak testing should be used:
Leak testing should be used: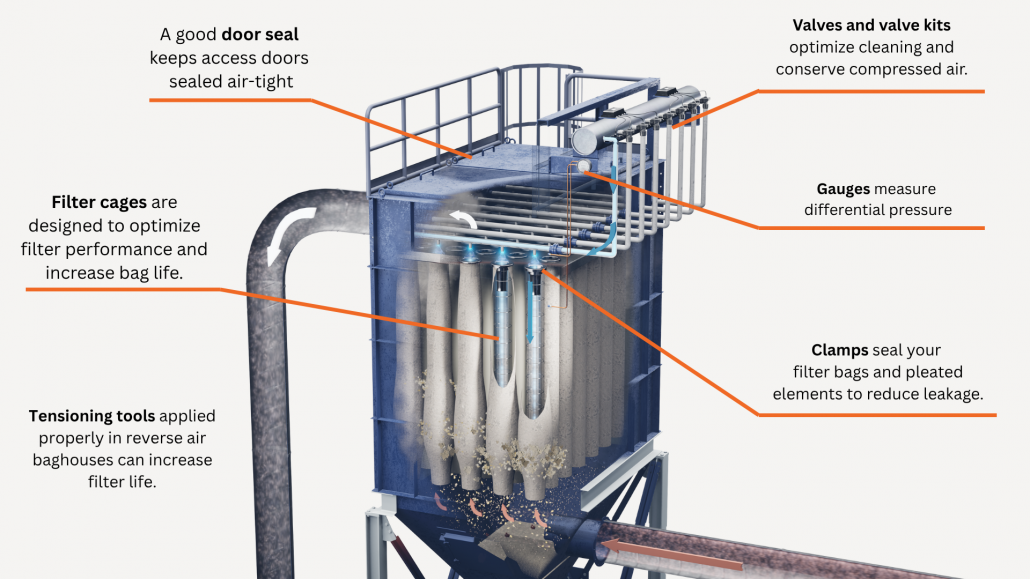
 • ✅ Simple timer: With this pulse controller, an operator sets a timer for how often the pulse valve will activate. With this type of controller, the bags are cleaned at the set interval even if they do not need cleaning. Typically, trial and error is used to set the frequency. This pulse controller is a lower-cost option because its design is simple and easy to set up. It works best with predictable or consistent loading, and it’s ideal for baghouses that need to be cleaned continuously.
• ✅ Simple timer: With this pulse controller, an operator sets a timer for how often the pulse valve will activate. With this type of controller, the bags are cleaned at the set interval even if they do not need cleaning. Typically, trial and error is used to set the frequency. This pulse controller is a lower-cost option because its design is simple and easy to set up. It works best with predictable or consistent loading, and it’s ideal for baghouses that need to be cleaned continuously.



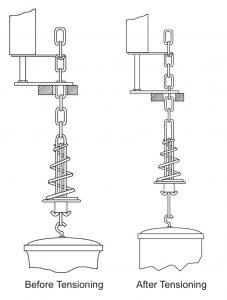 Tensioning tools provide proper support to filter bags. Improper tensioning is one of the main causes of bag failure in these systems. Excessive tensioning causes harmful stress on fabric yarns and threads, while insufficient tensioning prevents proper dust cake release.
Tensioning tools provide proper support to filter bags. Improper tensioning is one of the main causes of bag failure in these systems. Excessive tensioning causes harmful stress on fabric yarns and threads, while insufficient tensioning prevents proper dust cake release.
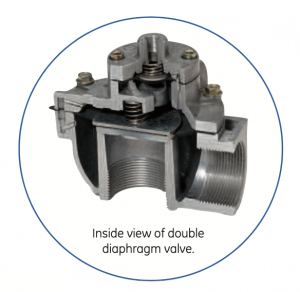 The efficiency of your pulse-jet cleaning system depends on proper valve operation. Diaphragm and solenoid valves work together to ensure consistent baghouse cleaning performance.
The efficiency of your pulse-jet cleaning system depends on proper valve operation. Diaphragm and solenoid valves work together to ensure consistent baghouse cleaning performance. 

 Door seals help prevent outside air from leaking into the system. Properly sealed doors avoid corrosion, emissions, and production losses. A poor door seal is one of the most overlooked maintenance issues in dust collectors and can lead to:
Door seals help prevent outside air from leaking into the system. Properly sealed doors avoid corrosion, emissions, and production losses. A poor door seal is one of the most overlooked maintenance issues in dust collectors and can lead to:



 At
At 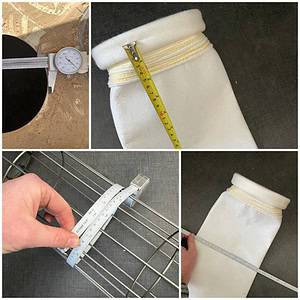
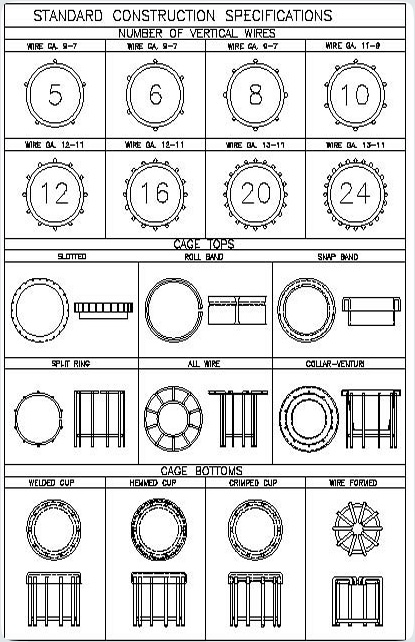
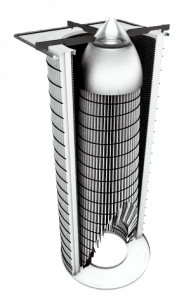
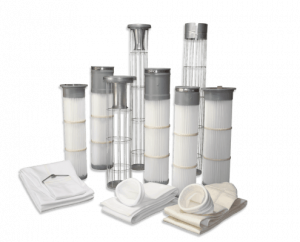 ✅ Filter Construction – This differs based on how the bags are installed in the baghouse
✅ Filter Construction – This differs based on how the bags are installed in the baghouse